Выбор способа обслуживания поездов локомотивами
Обслуживание поездов, т.е. их передвижение по железной дороге, совершается по определённой системе, выработанной практикой и теорией организации эксплуатации локомотивов. В зависимости от размещения на линии основных и оборотных депо, транзитности грузопотока, типа графика движения применяют различные способы работы локомотивов с поездами и выбирают соответствующие участки обращения.
Если к основному депо примыкает лишь один участок обращения, то локомотивы обслуживают поезда по способу плечевой езды. (Рис. 1.а)
Если к основному депо примыкает минимум два участка обращения и высок коэффициент транзитности поездопотока по станции основного депо, то эффективна кольцевая езда локомотивов. При кольцевом способе работы (Рис.1.б) локомотив следует с поездом от пункта а
до станции основного депо А
и далее без отцепки от поезда на другой участок до пункта оборота б
. Здесь производится перецепка локомотива к поезду встречного направления, и цикл работ повторяется. Таким порядком локомотив работает до очередного технического обслуживания ТО-3, которое производится в основном депо.
При кольцевом способе работы локомотивов снижается загрузка горловин приёмоотправочных парков станций основного депо, увеличивается пропускная способность станций и сокращается простой поездов. Из всех перечисленных достоинств кольцевого способа обслуживания я выбираю его для курсового проекта.
Разновидностью кольцевого способа обслуживания поездов локомотивами является петлевой способ. (Рис.1.в) При этом способе локомотив, выходя из основного депо А
, обслуживает поезд на участке А-а
и со встречным поездом следует в пункт оборота б(без захода в основное депо). При обратном следовании (из пункта б
) локомотив отцепляется от поезда в пункте А
и заходит в основное депо для экипировки и ТО-2.
Петлевой способ целесообразен при необходимости переформирования поездов, нерациональном расположении парков отправления на сортировочной станции основного депо.
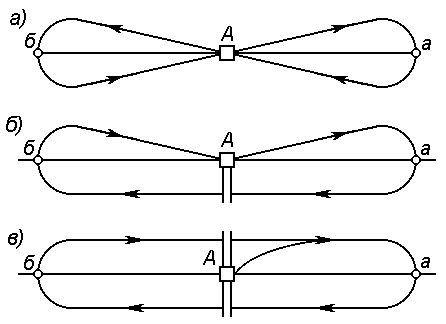
Рисунок 1. Способы обслуживания поездов локомотивами: а) – плечевой; б) – петлевой; в) – кольцевой; А – основное депо; а
, б
– оборотное депо.
Выбор места размещения пунктов обслуживания ТПС
Пункты ТО локомотивов (ПТОЛ) создаются для технического обслуживания локомотивов в объеме ТО-2 , т.е. проведения регулярного контроля технического состояния ходовых частей, тормозного и другого оборудования, от эксплуатационной надежности которого зависит безопасность движения. Перечень этих работ разработан и утвержден МПС в инструкции ЦТ-3727. На ПТОЛ выполняются необходимые работы профилактического характера, смазывание и проверка трущихся частей. Для выполнения этих работ ПОТЛ имеет смотровые канавы и площадки, подъемно-транспортное и станочное оборудование, оснастку, диагностические стенды, измерительные приборы и т.д.
Выгоднее всего ПТОЛ иметь совмещенный с экипировочным хозяйством. Это позволяет во время проведения ТО-2 комплексной бригадой провести экипировку локомотива экипировочной бригадой, что позволяет сократить время простоя локомотива.
ПТОЛ могут размещаться как на территории основного депо, так и на территории оборотного депо. Выбор места расположения зависит от типа и серии локомотива, от величины среднесуточного пробега, от способа обслуживания поездов локомотивами, от длины тяговых плеч и других факторов.
По времени все операции должны находиться в пределах: для грузового локомотива-1час 12минут, для пассажирского локомотива-2часа.
Периодичность захода на ПТОЛ: для грузовых-48часов, для пассажирских-24часа.
В курсовом проекте я размещаю ПТОЛ только в основном депо.
Статьи по теме:
План перевозок грузов
План перевозок грузов является исходным разделом для разработки плана. Он включает перечень основных грузоотправителей с указанием количества и номенклатуры отправленных грузов, расстояния перевозки ...
Численность водителей и фонд заработной платы
Наименование показателей Ед. измер. Марки автомобилей Всего по АТП КамАЗ-5511 КамАЗ-53212 Общая трудоёмкость работы водителей на линии ч-час 11088 46810 57898 Трудоёмкость подготовительно-заключитель ...
Расчет баланса рабочего времени предприятия
БРВ=(К-В-П)*n*tсм где БРВ- баланс рабочего времени, К- календарный фонд, В-выходные, П-праздники, ВП- время вынужденных простоев, n-количество смен в сутки, tсм- продолжительность смены Проектируемый ...
Навигация
- Главная
- Перевозка грузов
- Электробалластер
- Грузовой план судна
- Автомобильный транспорт
- Ежедневное обслуживание автомобиля
- Эксплуатация автомобильных дорог
- Транспортная информация
- Карта сайта