Определение нормы простоя подвижного состава в пункте погрузки
В пункте отправления рефрижераторные вагоны должны проходить три вида подготовки:
техническая подготовка, при которой устраняются неисправности, вагон проходит техническое обслуживание, экипировку, подвергается коммерческому осмотру;
теплотехническая подготовка, которая включает в себя проверку целостности изоляции кузова вагона, внутреннего оборудования, осмотр устройств и приборов охлаждения;
санитарная подготовка включает в себя: очистку, промывку, дезинфекцию, производится на специальных дезинфекционно-промывочных станциях.
Для определения продолжительности простоя РПС на грузовых станциях выполняется нормирование отдельных операций и строится технологический график обработки РПС, который приведен на рисунке 3.3.
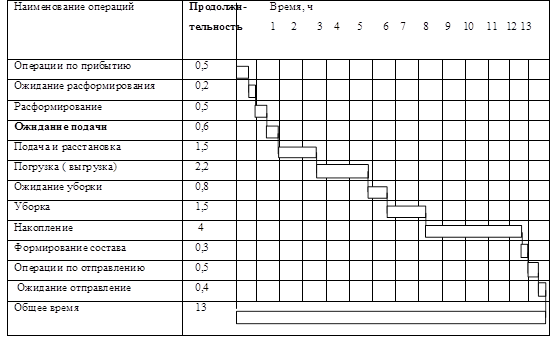
Рисунок 3.3-График обработки вагонов на станции
Таким образом по технологическому графику (рисунок 3.3) общее время простоя вагонов по пункту А составляет 13 часов.
Статьи по теме:
Построение индикаторной диаграммы
Режим двигателя: Ne=44,89 кВт, n=4500 об/мин. Масштабы диаграммы: хода поршня Ms=0,7 мм в мм, давлений Mp=0,035 МПа в мм. Величины, соответствующие рабочему объему цилиндра и объему камеры сгорания: ...
Расчет численности
производственных рабочих
Производственные рабочих делятся на: технологически необходимых и штатных рабочих. Расчет производим по следующим формулам: и , где Рт, Рш – количество технологически необходимых и штатных рабочих, ...
Расчет на прочность пружины
1.Опредилим крутящийся момент: Мz=Pmax (D/2) ;Н * мм (4.21) Мz= 25(5/2)= 62,5 Н*мм поперечная сила Qy = P (4.22) Касательные напряжения от кручения распределены по поперечному сечению, то есть достиг ...
Навигация
- Главная
- Перевозка грузов
- Электробалластер
- Грузовой план судна
- Автомобильный транспорт
- Ежедневное обслуживание автомобиля
- Эксплуатация автомобильных дорог
- Транспортная информация
- Карта сайта